大阪富士工業株式会社は、溶接・溶射・機械加工技術などを磨き、
1955年の創設より大手鉄鋼メーカーのパートナーとして成長してきました。
大阪富士工業株式会社は、溶接・溶射・機械加工技術などを磨き、
1955年の創設より大手鉄鋼メーカーのパートナーとして成長してきました。


高速フレーム溶射とは、フレーム溶射法における飛行粒子の速度を大幅に高くし、強い衝撃力をもって溶射皮膜を形成させるように工夫された溶射法のことです。適している溶射材料は、金属及びサーメット。
| 溶射プロセス | 粒子速度〔m/s〕 | フレーム温度〔K〕 | エンタルピー〔J/l〕 |
|---|---|---|---|
| 高速フレーム溶射 | 500~800 | 2,300~2,900 | 7,500~10,000 |
| 高エネルギープラズマ溶射 | 480~540 | 15,000~20,000 | 22,000~26,000 |
| 標準的プラズマ溶射 | 150~300 | 10,000~15,000 | 16,000~20,000 |
| フレーム溶射 | 100~200 | 2,300~2,900 | 4,000~6,000 |
| 爆発溶射 | 600~800 | 2,300~2,900 |
高速フレーム溶射において噴出される燃焼ガスは、音速を超える速度を有しているため、衝撃波が発生し、ショックダイヤモンドと呼ばれる白色の輝く菱形が生じることがあります。ガンから噴出された高速のガスの中に膨張波と圧縮波が連続で発生し、圧縮部ではガス圧力とガス温度が膨張部より高くなるため、他の部分より明るくなることが、ショックダイヤモンド発生の原因です。

高速フレーム溶射による試験材への溶射風景
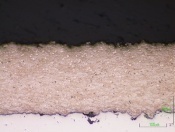
高速フレーム溶射皮膜の断面組織写真
![]()